 Entrée
EntréeStation de soudage sur STC pour pannes de type Hakko T12. Encore une fois sur le fer à souder T12 Contacts fiables pour hakko t12
Qu'est-ce qu'une piqûre ? Hakko T12? Il s'agit d'une cartouche qui comprend une panne de fer à souder, un élément chauffant et un thermocouple. Aujourd’hui, ils gagnent en popularité et Internet regorge d’articles à leur sujet. En raison du fait qu'ils ont été répétés par les Chinois, leurs prix sur Ali sont d'environ 4 dollars, et en vente, vous pouvez souvent les acheter individuellement au prix d'environ 3 dollars. La gamme de ces embouts est large, on prétend qu'il existe plus de 80 modèles. (D'ailleurs, les T15 sont les mêmes embouts, entièrement compatibles avec les T12)
J'ai également été attiré par ces piqûres après avoir regardé les critiques. L'un des points principaux est le chauffage rapide. Lorsque vous déboguez ou réparez, vous devez souvent souder un fil ou remplacer une pièce, et attendre à chaque fois que le fer à souder chauffe est ennuyeux, et le garder allumé tout le temps, en plus de réduire la ressource, ne le fait pas rendre l'air de la pièce plus propre. Ici, le chauffage s'effectue littéralement en dix secondes, c'est-à-dire Au moment où j'ai laissé tomber un peu de flux et pris une pince à épiler, le fer à souder était déjà prêt. Ce n’est pas non plus une mauvaise occasion de réchauffer de larges plages.
Assemblez le tout correctement avec une poignée de fer à souder achetée avec remplacement rapide, etc. En termes d'argent, ce n'est pas très justifié, puisqu'une station toute faite comme la BK950D coûte entre 35 et 40 $ sur AliExpress.
J'ai donc décidé de tout simplifier au maximum en refusant de modifier les astuces. En principe, seules quelques piqûres sont utilisées, rarement trois. J'ai décidé de fabriquer simplement quelques fers à souder pour créer une station de soudage à deux canaux.
J'ai donc acheté un embout T12-KU pour tester pour le moment.
La tige de pointe à l'extrémité comporte deux bandes de contact, entre lesquelles un chauffage avec une résistance de 8 Ohms et un thermocouple sont connectés en série. Tension d'alimentation jusqu'à 24 V et courant jusqu'à 3 A. La puissance maximale est d'environ 70W.
Si vous regardez de l'autre côté du radiateur, il y a d'abord un plus, puis un moins, et le corps de la cartouche elle-même est la masse et sert à mettre la pointe à la terre.

J'ai attaché les fils à ces ceintures d'un simple tour et les ai sertis avec plusieurs thermorétractables.

Deux épaississements sont visibles sur la tige du dard. Après le deuxième épaississement à partir de la pointe de la piqûre, la tige a une basse température et vous pouvez déjà la manipuler avec vos mains. À ce stade, j’ai enveloppé du papier avec de la colle à papeterie ordinaire.

Si vous disposez d'un manche prêt à l'emploi pour un fer à souder ou d'un tube approprié, vous pouvez déjà coller la tige. Mais comme je n’avais rien sous la main, j’ai aussi collé le stylo à partir de papier de bureau.

Bien sûr, après chaque couche de papier, vous devez laisser sécher la colle. Après séchage complet, j'ai serti du thermorétractable sur le dessus pour le rendre moins sale et plus agréable à tenir.

A l'arrière, pour augmenter la rigidité, je l'ai rempli de colle (il n'y a littéralement pas un gros anneau de colle là-bas).

Le contrôleur de température était analogique et était basé sur un circuit de régulateurs chinois. La polarité du radiateur n'est pas indiquée sur le schéma ; le plus du radiateur est en haut du schéma, le moins est connecté à la masse du circuit.
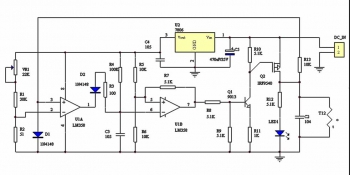
Je viens de le refaire pour l'adapter aux pièces existantes. J'ai remplacé le stabilisateur 7806 par LM317, Q1 2N2222, Q2 AO4407 et ajouté une diode de protection D3. Je fournis un dessin du circuit imprimé, il est réalisé sur PCB double face, l'autre face est pour un polygone de terre. Toutes les résistances CMS et condensateurs céramiques sont de taille 0805. Les condensateurs shunt supplémentaires mesurent 0,1 µF, mais vous n'avez pas besoin de les installer. C4 taille B.

La seule pièce manquante dans ce circuit est le P-Mosfet.
J'ai également essayé de refaire le circuit pour les N-Mosfet, qui sont beaucoup plus faciles à obtenir ou à repérer.

AVERTISSEMENT. Le circuit ne fonctionne pas lors de l'utilisation du LM358. J'ai réussi à le lancer en utilisant l'ampli-op TL082 ; il a fourni sa version dans les commentaires.
La diode Zener D3 et le transistor Q2 ont été les premiers disponibles. Toute diode Zener pour un courant >20 mA et une tension 6 V. Un transistor pour une tension supérieure à 40V et un courant supérieur à 6A (pour une alimentation inférieure à 20V, vous pouvez installer des Mosfet à partir d'anciennes cartes mères, elles sont généralement pour une tension de 30V).
Résistance R15 et source de tension V1, c'est le chauffage et le thermocouple du fer à souder.
Jusqu'à présent, j'ai assemblé la carte selon la version chinoise du circuit et elle ressemble à ceci une fois assemblée.


Paramètres
Le circuit ne nécessite presque aucune configuration, mais vous devez connecter correctement le radiateur et ajuster la plage de température. Le débogage doit être effectué avec la tension d'alimentation réduite à 9 volts, sinon, si elle est allumée longtemps à 24 V, la pointe peut devenir rouge. Pour déterminer la polarité correcte de la connexion du radiateur, j'ai coupé le circuit près de la résistance variable (je n'ai pas soudé la résistance secondaire) et j'ai allumé le régulateur. Si le fer à souder est allumé avec la bonne polarité, aucune alimentation ne lui est fournie et la LED ne s'allume pas. En raison de la dérive du zéro de l'ampli-op, ce comportement est possible même avec une polarité incorrecte ; pour vérifier cette situation, réchauffez la pointe de la pointe pendant une demi-seconde avec un briquet. Si la polarité n’est pas correcte, le fer à souder sera alimenté en continu.
J'avais une résistance variable de 10k disponible, donc les valeurs nominales du circuit de réglage sont légèrement différentes de l'original après réglage, la plage de réglage s'est avérée être de 260º à 390º ; Je déciderai peut-être d'élargir davantage la plage en réduisant la résistance de la résistance à faible résistance R2.
Essais
Le fer à souder a plutôt bien fonctionné. La vitesse de chauffe s’est avérée très élevée pendant une dizaine de secondes (je vous fais une vidéo).
Je n’ai pas vu grand-chose de miracle en termes de puissance, à moins bien sûr de comparer cela avec des stations chinoises bon marché, qui pour la plupart ne soudent pas, mais cueillent de la morve. Et donc c’est tout à fait au niveau de stations simples mais de marque.

J'ai soudé l'adaptateur avec ce fer à souder. Bien que pour une piqûre aussi fine, c'est une perversion. Le soudage de pièces aussi massives ne peut pas être qualifié de confortable ; le transfert de chaleur n'est clairement pas suffisant. La vidéo s'est avérée ennuyeuse et longue, j'ai donc décidé de ne pas la publier.
Au final, je suis globalement assez satisfait des résultats.
Par conséquent, je prévois de commander une autre piqûre plus massive, jusqu'à ce que je décide quel type choisir, type BC ou D.
Et réalisez la station elle-même avec deux canaux à partir d'une alimentation informatique. Il existe de nombreux articles à ce sujet ; supprimer le 20-24v et le 6a ne semble pas non plus être un problème. Je l'ai essayé et il semble qu'après avoir retiré les pièces inutiles de la carte d'alimentation, deux régulateurs entreront dans le boîtier. En même temps, je vais utiliser le ventilateur de l'appareil comme hotte aspirante. J'utilise maintenant un ventilateur 12V avec un morceau de filtre de hotte de cuisine (la description indique que ce feutre ressemble à du charbon actif), mais la poussée d'un ventilateur est un peu insuffisante et je prévois d'en installer deux.
Au fait, voici une vue du ventilateur d'aujourd'hui que j'utilise comme hotte aspirante.

Quand j’aurai le temps de le faire, je vous montrerai ce qui s’est passé. Pour l’instant, le fer à souder est simplement connecté à l’unité de laboratoire. Si vous alimentez un fer à souder, vous pouvez utiliser une alimentation, par exemple celle d'un ordinateur portable ; la mienne provenant d'un ordinateur portable grillé produit 19 V et 4,5 A, ce qui est largement suffisant pour le travail.
Je fournis également une vidéo démontrant la vitesse de chauffage du fer à souder. Bien entendu, pour une pointe plus massive ou avec une tension d'alimentation plus faible, le temps de préchauffage peut augmenter.
La liste des éléments montre les valeurs soudées sur la carte, les notes indiquent les éléments sur le circuit d'origine.
Liste des radioéléments
| Désignation | Taper | Dénomination | Quantité | Note | Boutique | Mon bloc-notes |
|---|---|---|---|---|---|---|
| U1 | Amplificateur opérationnel | LM358A | 1 | Vers le bloc-notes | ||
| U2 | Régulateur linéaire | LM317M | 1 | LM7806 | Vers le bloc-notes | |
| T1 | Transistor bipolaire | 2N2222A | 1 | 9013 | Vers le bloc-notes | |
| T2 | Transistor MOSFET | AO4407A | 1 | IRF9540 | Vers le bloc-notes | |
| D1-D3 | Diode redresseur | 1N4148 | 3 | La diode D3 manque dans l'original | Vers le bloc-notes | |
| C2 | Condensateur | 10 nF | 1 | Vers le bloc-notes | ||
| C3 | Condensateur | 1 µF | 1 | Vers le bloc-notes | ||
| C4 | Condensateur | 22 µF | 1 | 1 µF | Vers le bloc-notes | |
| C5 | Condensateur électrolytique | 470 µF | 1 | Vers le bloc-notes | ||
| R1 | Résistance | 22 kOhms | 1 | 30 kOhms | Vers le bloc-notes | |
| R2 | Résistance | 39 ohms | 1 | 51 ohms | Vers le bloc-notes | |
| R3 | Résistance | 100 ohms | 1 | Vers le bloc-notes | ||
| R4 | Résistance | 120 kOhms | 1 | 100 kOhms | Vers le bloc-notes | |
| R5, R6, R13 | Résistance |
Les pointes Hakko T12 sont récemment devenues de plus en plus populaires en raison de leur haute qualité, de leur facilité d'utilisation et de leur large assortiment. Au total, il existe environ 80 variétés de piqûres (plus précisément leurs pointes), ce qui est suffisant pour absolument toutes les situations. La plupart des utilisateurs utilisent au maximum 5 à 10 variétés dans leur travail, mais si nécessaire, vous pouvez toujours choisir exactement l'option requise pour le moment.
Caractéristiques des pannes Hakko T12 pour station de soudage
Les pointes de ce type se distinguent principalement par une vitesse de chauffage très élevée jusqu'à l'état de fonctionnement. En moyenne, lorsque vous utilisez une station de soudage plus ou moins normale, cela prend environ 15 secondes (parfois moins). De plus, ces produits sont équipés par défaut d'un capteur de température intégré. Autrement dit, si vous disposez d'un contrôleur de fer à souder normal et d'un thermomètre externe, vous pouvez les configurer de manière à ce que la température varie à un niveau de 7 à 10 ° C, pas plus.
Le prochain point important est la facilité d’utilisation. Avec la plupart des autres astuces, il y a souvent un problème de démontage. Vous devez passer beaucoup de temps à retirer l'embout et à en installer un nouveau. Avec des embouts comme le Hakko T12, ce problème ne se pose en principe pas. L'ensemble du processus de remplacement prend environ cinq secondes.
Les produits sont fournis dans un sac en plastique ordinaire. Chacun d'eux possède trois contacts séparés les uns des autres par des anneaux en plastique spéciaux. La longueur de la piqûre peut varier entre 147 et 154 mm, cela dépend beaucoup de la variété. Dans certains cas, ils peuvent être légèrement plus longs ou plus courts. Chaque produit possède un code conseil et son type (un autocollant avec ces caractéristiques).
Pour travailler avec une piqûre d'un diamètre de 5,5 millimètres, il faudra une tension de 24 volts et une puissance de 70 watts. Ils chauffent jusqu'à une température de 400 ° C, mais peuvent être augmentés de +50 degrés supplémentaires. Certes, cela conduira au fait que la piqûre servira beaucoup moins. Et ce qui est important, c’est que ces pannes peuvent être facilement combinées avec des soudures sans plomb. Tous les produits fournis ont des pointes en conserve.
Types populaires de piqûres Hakko T12
Il est tout simplement inutile de lister toutes les variétés de piqûres de ce fabricant. Il existe également de nombreuses options pour leur utilisation, mais il existe plusieurs types qui jouissent à juste titre de la plus grande popularité. Examinons-les un peu plus en détail.
Ainsi, la pointe de type T12-K ressemble vaguement à la pointe d'un couteau de papeterie. Idéal pour chauffer une grande pièce ou plusieurs contacts. Vous pouvez également l'utiliser pour couper des matières synthétiques et faire fondre du polyéthylène.
Dans différents ensembles de piqûres Hakko T12 Il peut y avoir une grande variété de variantes de produits. Avant d'acheter, il est recommandé de clarifier ce qui est exactement inclus dans le colis et de prendre la décision finale après avoir reçu ces informations.
Les piqûres pointues de T12-D08, T12-B et T12-IL sont similaires les unes aux autres. La pointe ressemble à un poinçon et la seule différence réside dans l'angle d'affûtage exact de telle ou telle variété et le diamètre total de la pointe. Convient à presque toutes les applications de fer à souder standard. Les pointes incurvées T12-JL02 ressemblent vaguement à un crochet et sont utilisées dans les cas où il est impossible de s'approcher directement de la pièce. En général, pour les endroits difficiles d'accès.
T12-D4 et T12-D24 sont des appareils semblables à un ciseau dans leur pointe. Le champ d'application est extrêmement large, mais ils conviennent à presque tout. Et la dernière des variantes courantes : T12-BC2, T12-C4 et T12-C1. Ce sont des piqûres universelles, la seule différence entre elles est le diamètre de la pointe. Ce sont ceux qui sont le plus souvent utilisés et, par conséquent, ils échouent également le plus souvent.
Pour mon anniversaire, on m'a offert une station à souder avec pannes remplaçables HAKKO T12. Le kit comprenait trois embouts, dont j'en utilise 2, et uniquement à cause de la pauvreté. Nous avons maintenant réussi à examiner un ensemble de piqûres - 10 pièces.
Quels sont les avantages de ce type de piqûre ? Premièrement, ils chauffent rapidement - ils atteignent la température de fonctionnement en 12 à 15 secondes.
Deuxièmement, il existe un capteur de température intégré. Si vous disposez d'un contrôleur de fer à souder normal et d'un thermomètre externe, il est possible de l'ajuster entre +-7 et 10 degrés.
Troisièmement, ils sont à dégagement rapide. Remplacer un embout par un autre prend 5 secondes.
Quatrièmement - assortiment

Bien entendu, les frères chinois font des copies, généralement de bonne qualité.
Pourquoi avez-vous besoin d'un tel ensemble ? En raison de la large gamme de pièces, il est nécessaire de conserver une large gamme d'embouts. Il existe un type universel - mais de tailles différentes, il y en a un pour souder des pièces massives, un type aiguille - pour les petites pièces CMS, un tisonnier - là où il n'est pas pratique d'accéder à la pièce...
En conséquence, si vous soudez différents types de pièces, vous vous retrouvez avec 5 à 7 pannes que vous utilisez souvent.
Mais revenons au décor.

Il est arrivé sous cette forme, emballé dans une boîte en carton et du papier bulle.

Les embouts comportent 3 contacts séparés par des anneaux en plastique.
La longueur de la pointe du kit varie de 147 à 154 mm, selon le type.
Chaque embout est muni d'un autocollant indiquant le type et le code de l'embout.
Diamètre de la pointe 5,5 mm
Tension d'alimentation - 24 volts
Puissance 70 watts
Température - jusqu'à 400 degrés (jusqu'à 450 est possible - mais la durée de vie est réduite)
Compatible avec les soudures sans plomb
L'ensemble contient les conseils suivants :
T12-B
T12-BC2
T12-D4
T12-C1
T12-C4
T12-D08
T12-D24
T12-IL
T12-JL02
T12-K


T12-K - pratique pour chauffer plusieurs contacts ou une pièce massive, pour les non standards - souder du polyéthylène ou découper du tissu synthétique.


T12-D08, de forme similaire T12-B et T12-IL diffèrent par leur diamètre et leur angle d'affûtage

T12-JL02 - utilisé dans les endroits difficiles d'accès

T12-D4, T12-D24 - Affûtage des burins


T12-BC2,T12-C1,T12-C4 « sabot » - diamètre 1, 2 et 4 mm affûtage universel des pointes
Tous les embouts étaient accompagnés d'un embout en conserve.
Ils se soudent bien, lors du soudage avec de la colophane ordinaire à une température supérieure à 300, des dépôts de carbone noir se forment sur la pointe, il est préférable d'utiliser des flux spécialisés.
Personnellement, il manque dans le kit une panne « micro-ondes » et une avec un évidement pour souder les éléments en plomb.
Après un mois d'utilisation, je n'ai trouvé aucune trace de burn-out sur la piqûre. Celui en cuivre devrait déjà être affûté deux fois.
Bel ensemble pour un prix raisonnable.
Le produit a été fourni pour rédiger un avis par le magasin. La revue a été publiée conformément à l'article 18 du règlement du site.
Je prévois d'acheter +24 Ajouter aux Favoris J'ai aimé la critique +13 +31Un fer à souder est peut-être l'outil le plus important pour un radioamateur. Le développement des composants électroniques va dans le sens d’une miniaturisation croissante. Parallèlement à l'évolution des composants électroniques, les moyens de leur installation (et démontage) évoluent également. Les pistolets à souder, les fers à souder infrarouges et les fours à souder sont largement utilisés dans la production industrielle. Mais pour un radioamateur, l'outil le plus apprécié reste un fer à souder ordinaire. Dans le même temps, tout radioamateur novice est confronté à un choix : acheter du matériel professionnel coûteux ou économiser de l'argent. J'ai aussi suivi ce chemin à un moment donné. Pendant longtemps, je n'ai pas pu passer au soudage de composants CMS en raison du manque d'équipement de soudage nécessaire. L’électronique étant pour moi avant tout un passe-temps, je ne pouvais pas me permettre d’acheter du matériel professionnel. Un compromis a été trouvé en achetant un fer à souder avec contrôle de température et panne remplaçable. Le principal inconvénient de ce fer à souder résidait dans le contrôle de la température lui-même : il était impossible de régler la température exacte et lors du chauffage de pièces massives, la température du fer à souder pouvait chuter considérablement.
Conclusion : les équipements professionnels ne sont pas abordables pour tout le monde et les équipements bon marché ne répondent souvent pas aux exigences des composants électroniques modernes. Mais il existe un compromis. Comme toujours, l'industrie chinoise nous a aidé en proposant un concepteur de fer à souder pour littéralement 1 000 à 2 000 roubles (selon la configuration).
J'ai reçu ce concepteur pour examen dans le cadre de . La livraison directement depuis la Chine a pris un mois. La boîte a été légèrement froissée pendant le transport, mais c'est la faute de notre courrier (information 146%). Tout à l’intérieur est intact, et merci pour cela. Passons en revue le contenu. Le coût de ce fer à souder est d'environ 1 500 roubles.
Cadre
Beau corps solide. Il y a 2 prises de courant, une pour 220 volts, l'autre pour 12-24 volts. La deuxième prise (12-24 volts) est commutable, c'est-à-dire qu'il est possible de travailler à la fois à partir de l'alimentation interne (qui est alimentée en 220 volts) et à partir d'une source externe avec une tension de 12-24 volts (par exemple , à partir du réseau de bord d'une voiture). Lorsque la fiche est connectée à la prise 12-24, l'alimentation interne est coupée (bien sûr, si vous décidez d'utiliser cette fonctionnalité). J'ai été agréablement surpris par les pieds en caoutchouc fournis avec le boîtier. Il y a un interrupteur sur le panneau avant. Malheureusement, j'ai reçu un ensemble avec un interrupteur défectueux. Au départ, je l'ai installé uniquement dans un but esthétique (c'est-à-dire pour boucher un trou), puis j'ai réussi à le faire revivre en dansant avec un tambourin. Parmi les inconvénients du boîtier, on peut également souligner le filtre de lumière tordu installé devant le clignotant. Pour l'installer, j'ai dû recourir à la magie noire de la superglue. J'ai eu l'impression que le plastique à partir duquel le filtre était fabriqué avait été découpé à la main avec des ciseaux. Enfin, l’affaire n’est en réalité pas si grande. Si vous décidez d'emporter l'ensemble avec le boîtier, ajoutez immédiatement à votre panier l'alimentation 24 volts, récemment apparue sur la page produit.
Tableau de commande du fer à souder.
La carte de commande du fer à souder ne nécessite aucun assemblage, il suffit de souder la LED et le connecteur « aviation ». Le trou de montage dans le boîtier permet 2 options d'installation du connecteur, et les trous sur la carte ne laissent qu'une seule de ces deux options : avec la clé vers le haut.
L'ordre de montage est le suivant :
- coller dans un filtre de lumière
- insérez le connecteur dans le panneau avant avec la clé tournée vers le haut et serrez l'écrou au verso
- insérez la LED dans la carte, ne la soudez pas
- installer le circuit imprimé, les broches de l'encodeur et du connecteur doivent prendre les emplacements qui leur sont destinés
- fixer le circuit imprimé en serrant l'écrou de l'encodeur
- soudez le connecteur, insérez la LED dans le trou qui lui est destiné dans le panneau et soudez-la de la même manière.

Vue de la face avant après assemblage.

Fer à souder
Le fer à souder lui-même nécessite plus d’efforts pour l’assembler.
La principale difficulté lors de l'assemblage du fer à souder est que le fabricant a utilisé différentes désignations de broches sur la carte de commande et sur la carte de contact du fer à souder. Cependant, la page du vendeur fournit le schéma de câblage correct.

C'est ce schéma que j'ai suivi lors de l'assemblage du fer à souder. Des recommandations pour l'installation d'un capteur de vibrations sont également données. Corrigez-moi si je me trompe, mais l'installation du capteur de vibrations dépend du type de support de fer à souder que vous envisagez d'utiliser. Si la position d'attente du fer à souder est orientée vers le bas (la plupart des supports de fer à souder modernes supposent que c'est la position du fer à souder), alors les recommandations données sont correctes. Si vous utilisez un support fait maison sur lequel repose le fer à souder avec la pointe vers le haut, le capteur de vibration doit être retourné. Je ne sais pas pourquoi, mais il y avait deux capteurs de vibrations dans la boite (deux capteurs sont également visibles sur les photographies de la page produit). Veuillez noter que le fil dans la poignée du fer à souder est fixé avec une attache. Le fabricant attentionné du fer à souder a même ajouté une attache à l'ensemble.

Parmi les avantages du fer à souder lui-même, il convient de noter que la carte de contact est envoyée à l'acheteur déjà assemblée. Dans les premières versions du fer à souder, cette carte était livrée en pièces détachées et les acheteurs étaient souvent confus lors de son assemblage.

La carte de contact s'insère parfaitement dans la poignée du fer à souder et ne pend pas.

Le fil du fer à souder est mou et ne conserve pas sa forme. Le fer à souder assemblé lui-même est très léger. L'embout est une copie du Hakko T12, avec un thermocouple intégré. Veuillez noter la recommandation du vendeur : un fonctionnement prolongé à des températures supérieures à 400 degrés réduit la durée de vie de la pointe.

La pointe est fixée à l'aide d'un manchon de serrage et d'un écrou spéciaux.

Le manche du fer à souder est « recouvert de caoutchouc » et il est surprenant que le patin en caoutchouc ne se détache pas (sur l'ancien fer à souder, il glissait tout le temps et c'était terriblement ennuyeux).

Après avoir assemblé le fer à souder, vous devez connecter la carte à l'alimentation (comment pourrait-il en être autrement, à cet effet, il y a un connecteur en haut de la carte) ; Le fil vert sur le connecteur est pour la masse. Faites attention à l'inscription sur l'image ci-dessus : connectez la masse et le moins pour obtenir une température plus stable.
Lors du choix d'une alimentation, reportez-vous au tableau sur la page produit. La deuxième colonne du tableau indique les valeurs calculées minimales requises du courant d'alimentation. Je constate que mon fer à souder consomme au maximum 1,4 Ampères lorsqu'il est alimenté par une alimentation 12 volts.

Dans les premières versions de ce fer à souder, lorsqu'il était alimenté avec une tension supérieure à 19 volts, il était recommandé de dessouder la résistance, qui est marquée sur la carte avec un cadre. J'ai connecté le fer à souder à l'alimentation d'un ordinateur portable avec une tension de 20 volts, rien ne lui est arrivé.

Lors de la mise sous tension avec le fer à souder débranché, la valeur « 000 » s'allume sur l'écran, qui passe immédiatement à « 500 ». En plus de la température, des informations complémentaires sont affichées (voir symboles dans l'image ci-dessous) :
- 3 – indication de chauffage (LED);
- 5 – indication de l'activation du capteur de vibration (ci-après, les points fractionnaires sur l'indicateur font office d'indicateurs) ;
- 6 – indication de l'activation du mode d'augmentation de température à court terme ;
- 7 – indication du mode veille.

Concernant le calibrage du fer à souder, je ne peux dire qu'une chose : dans mon cas ce n'était pas nécessaire. L'erreur de mon multimètre avec thermocouple est de ±(1,0%+5) à des températures allant jusqu'à 400°C. Autrement dit, à 100°C, l'erreur est de ±6°C, à 200°C - ±7°C, à 400°C - ±9°C. J'ai vérifié le respect des températures installées et mesurées par le thermocouple dans la plage de 200 à 400 degrés par pas de 10 degrés sur presque toute la plage, la différence de température ne dépassait pas l'erreur du multimètre ; Dans les cas où la différence dépassait l'erreur, la différence entre les températures réglées et mesurées ne dépassait pas 15°C.
Il est cependant possible de calibrer le fer à souder. Premièrement : il y a une résistance de réglage sur la face avant du fer à souder, marquée « CAL ». Deuxièmement : un certain calibrage est fourni à partir du menu. Pour accéder au menu des paramètres, vous devez appuyer sur l'encodeur et le maintenir enfoncé pendant quelques secondes ; la transition entre les éléments du menu s'effectue également en appuyant sur l'encodeur. Passons en revue les éléments de menu :
- P00 : restaurer les paramètres par défaut. 0 – ne pas réinitialiser les paramètres, 1 – réinitialiser les paramètres. À ce stade, je fais défiler les valeurs de 0 à 12.
Les points P01-P03 concernent l'étalonnage de la température. Si vous ne comprenez rien à cela, ne modifiez pas ces paramètres. Si vous modifiez toujours ces paramètres de manière incorrecte, vous pouvez toujours réinitialiser les valeurs aux valeurs par défaut.
- P01 : Gain de l'amplificateur opérationnel. Plage de 200 à 350, étape 1, 230 par défaut.
- P02 : tension de polarisation de l'ampli opérationnel. Plage 0 - 250 mV, étape 2, valeur par défaut 100.
- P03 : Coefficient Seebeck du thermocouple installé dans la panne du fer à souder µV/℃. Plage 30-50, étape 1, valeur par défaut 41. Notez que ce coefficient n'est pas une valeur constante et change avec les changements de température. Dans la plage de 200 à 400 degrés, le coefficient Seebeck pour un thermocouple de type K augmente de manière non linéaire de 40 à ~ 46 (voir le graphique à la page 188 du livre Encyclopedia of Electronic Components. Volume 3 de Ch. Platt).
- P04 : Étape de réglage de la température. 0,1, 2,5 ou 10 degrés. Avec une valeur de 0, le changement de température peut être bloqué. Mon fer à souder ne dispose que de 0, 5 et 10 degrés.
- P05 : Ce paramètre définit la rapidité avec laquelle le fer à souder passe en mode veille. Plage 0 à 60 minutes, étape 1, 0 – désactive le mode veille. En entrant en mode veille, le fer à souder réduit la température à 200 ℃ et quitte le mode veille en fonction d'un signal du capteur de vibration situé dans la poignée du fer à souder, ainsi que lorsque vous appuyez sur l'encodeur.
- P06 : Temps d'arrêt automatique. Plage : 0 à 180 minutes, 0 à 30 étape 1, 30 à 180 étape 10, 0 désactive la fonction d'arrêt. Lors de l'arrêt automatique, la température du fer à souder descend à la température ambiante et l'écran affiche 000. La sortie de ce « sommeil profond » s'effectue selon les conditions établies au paragraphe P08. Le compte à rebours jusqu'à l'arrêt commence à partir du moment où le fer à souder passe en mode veille.
- P07 : correction de température. Plage de 0 à 20 degrés par incréments de 1 degré. Pour être honnête, je n’ai pas compris cet ajustement. Selon la traduction automatique sur la page du produit, ce réglage devrait être utile si le fer à souder règle mal la température et se trompe toujours sur la même valeur sur toute la plage de températures réglables. Mais peu importe la façon dont j'ai modifié ce paramètre, les données sur les écrans du fer à souder et du multimètre coïncidaient toujours.
- P08 : conditions de sortie du sommeil profond : 0 en tournant/appuyant sur l'encodeur, 1 – par un signal du capteur de vibration et en tournant/appuyant sur l'encodeur.
Le fer à souder dispose d'un mode d'augmentation de température à court terme, qui est activé en appuyant brièvement sur l'encodeur. Les paramètres P09 et P10 sont responsables du réglage de ce paramètre.
- P09 : Le paramètre définit de combien de degrés la température du fer à souder sera augmentée lorsque ce mode est activé. Plage de 20 à 100 degrés, pas de 10 degrés.
- P10 : Durée de montée en température. Plage de 10 à 250 secondes, par incréments de 5 secondes.
- P11 : Ce paramètre définit le temps d'attente dans le menu des paramètres. Passé ce délai, les réglages sont enregistrés et le fer à souder sort du mode réglages (de 4 à 60 secondes). Je recommande de régler immédiatement cette valeur plus haut afin d'avoir le temps de réfléchir lors de la configuration du fer à souder.
Les impressions générales lors de l'utilisation du fer à souder sont bonnes ; la variété des méthodes d'alimentation et des tensions offre de larges possibilités d'utilisation du fer à souder dans diverses conditions, y compris autonomes (par exemple, dans une voiture ou simplement à partir d'une batterie de voiture). Le prix bas est un autre avantage pour les débutants et ceux qui ont simplement un budget limité. Et la variété de pannes remplaçables vous permet d'utiliser le fer à souder pour un large éventail de tâches.
P.S. J’ai également commandé une alimentation, mais je ne pourrai pas la décrire dans cet article (le délai approche). Donc tout ce qui concerne l’alimentation sera ajouté plus tard. Je prévois également, si possible, de commander un jeu complet de dards ; je vous en parlerai également plus tard.
P.P.S. J'ai enfin mis la main sur une alimentation 24 volts du même vendeur. D'une part, l'alimentation m'a plu ; le fer à souder chauffe en quelques secondes. Par contre l'alim ne rentre pas un peu dans le boitier, j'ai dû passer toute la soirée et beaucoup de nerfs pour régler ce problème. Donc...
Vous devrez d’abord dessouder le connecteur de sortie 24 volts. Il repose sur la prise 220 volts. Ensuite, vous devez plier tous les contacts pétales de la prise 220 volts sur le côté, à la base même, de 90 degrés (c'est-à-dire les appuyer complètement sur la prise). J'ai placé l'alimentation elle-même à l'envers, c'est-à-dire que l'entrée 220 volts de l'alimentation est située près du connecteur « aviation » et la sortie 24 volts est près de la prise 220 volts. Sinon, il n’y a aucun moyen d’enfoncer le bloc. L'alimentation électrique dans le boîtier n'est en aucun cas sécurisée, mais elle est pressée de tous les côtés pour qu'elle ne bouge pas du tout. Le couvercle se ferme avec tension, ne casse pas le panneau arrière du boîtier. J'ai laissé la possibilité d'une double alimentation du fer à souder à la fois via la prise 220 volts via l'alimentation interne, et via la prise de commutation 12-24 volts, c'est-à-dire que l'autonomie du fer à souder a été préservée. L'interrupteur en face avant coupe la basse tension, et l'alimentation reste connectée au réseau. J'aimerais installer un autre interrupteur pour débrancher l'alimentation du 220 volts, mais il n'y a plus de place dans le boîtier.
Le populaire kit Hakko T12 vous permet de fabriquer une bonne station de soudage pour peu d'argent. Cet ensemble a déjà été testé sur Muska, c'est pourquoi j'ai décidé de l'acheter. Vous trouverez ci-dessous mon expérience d'assemblage d'une station dans un boîtier à partir des composants disponibles. Peut-être que cela sera utile à quelqu'un.
Ce qui est arrivé à la fin. 
Le montage de la poignée est décrit en détail dans la revue précédente, je ne la reviendrai donc pas. Je noterai seulement que l'essentiel est d'être prudent lors du positionnement des plages de contact. Il est important que les deux plages de soudure du contact à ressort soient situées l'une à côté de l'autre du même côté, car si vous faites une erreur, il sera assez difficile de ressouder. J'ai vu cette erreur de la part de plusieurs critiques sur YouTube. 
Étant donné que l'image chinoise avec les brochages semble quelque peu déroutante, j'ai décidé d'en dessiner une plus compréhensible. L'ordre des contacts du capteur de vibration au contrôleur n'a pas d'importance.

Dans les commentaires, un différend a éclaté concernant la position correcte du capteur de vibrations, également connu sous le nom de capteur d'angle SW-200D. Ce capteur sert à faire passer automatiquement le fer à souder en mode veille, dans lequel la température de la panne atteint 200 °C jusqu'à ce que le fer à souder soit repris. La seule position correcte du capteur a été établie expérimentalement. La transition vers le mode veille se produit si aucun changement ne provient du capteur pendant plus de 10 minutes et, par conséquent, la sortie du mode veille se produit si au moins certaines fluctuations ont été enregistrées. 
Dans ce capteur, les lectures de vibrations ne sont possibles qu'au moment où les billes touchent la plage de contact. Si les billes sont dans le verre, aucune donnée ne sera reçue. Par conséquent, le capteur doit être soudé avec le verre vers le haut et la plage de contact vers la pointe. Le verre du capteur ressemble à une face métallique solide et la plage de contact est en plastique jaunâtre.
Si vous placez le capteur avec le verre vers le bas (vers la pointe), le capteur ne fonctionnera pas lorsque le fer à souder est positionné verticalement et vous devrez le secouer pour sortir du mode veille. 
Le délai de mise en veille peut être ajusté dans le menu. Pour accéder au menu de configuration, vous devez maintenir enfoncé le bouton de l'encodeur (appuyer sur le contrôleur de température) avec le contrôleur éteint, allumer le contrôleur et relâcher le bouton.
Le temps de transition vers le mode veille est ajusté dans P08. Vous pouvez définir la valeur de 3 minutes à 50, les autres seront ignorées.
Pour vous déplacer entre les éléments de menu, vous devez maintenir brièvement le bouton de l'encodeur enfoncé.
Tension de référence P01 ADC (obtenue en mesurant le TL431)
P02 Correction NTC (en réglant la température à la lecture la plus basse sur l'observation numérique)
Valeur de correction de tension de décalage d'entrée d'ampli opérationnel P03
Gain de l'amplificateur du thermocouple P04
P05 Paramètres PID pGain
P06 Paramètres PID iGain
P07 Paramètres PID dGain
P08 réglage du temps d'arrêt automatique 3-50 minutes
P09 restaurer les paramètres d'usine
Paramètres de température P10 pas à pas
Gain de l'amplificateur du thermocouple P11
Si pour une raison quelconque le capteur de vibration vous dérange, vous pouvez l'éteindre en fermant SW et + sur le contrôleur.
Afin de tirer le maximum de puissance du fer à souder, celui-ci doit être alimenté avec une tension de 24 V. Pour une alimentation de 19V et plus, n'oubliez pas de retirer la résistance 
Composants utilisés
Le fer à souder lui-même est une réplique du Hakko T12 avec un contrôleur

Le plus utile était le T12-BC1 
Il s'est avéré que la température de chaque pointe doit être calibrée séparément. J'ai réussi à obtenir un écart de quelques degrés. 
Dans l'ensemble, je suis très satisfait du fer à souder. Avec un flux normal, j'ai appris à souder des CMS à un niveau dont je n'avais jamais rêvé auparavant.